
模流软件
-
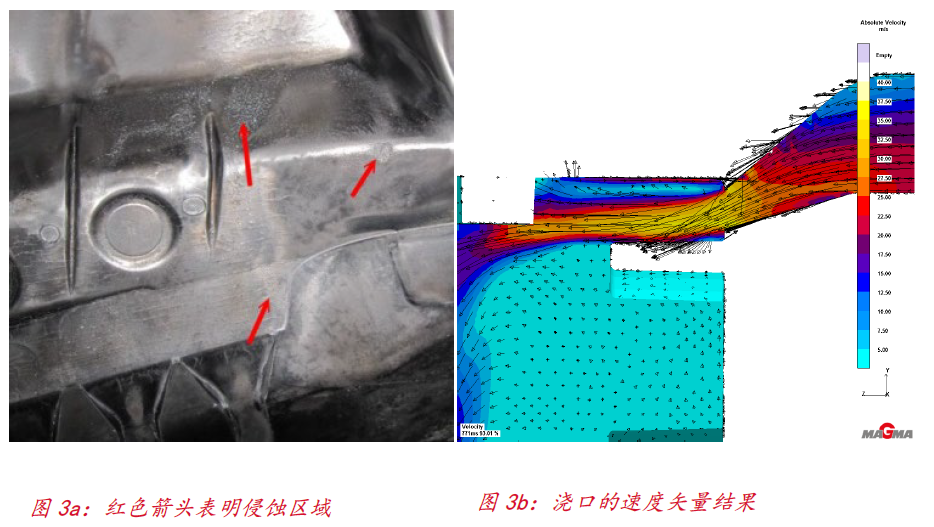
- 成型优化 高压压铸模具冲蚀缺陷优化
- 模具冲蚀的特点是铸件表面质量差,原因是脱模材料引起冲蚀磨损(图3a)。冲蚀取决于许多不同的因素,但主要取决于浇口处过高的金属液速度(铝的参考速度为40-60m/s)、金属液冲击模具表面的角度(图3b)以及模具局部温度的升高。另一种典型的冲蚀效应是气蚀,即夹带在金属液中的气泡在模具表面爆破,导致模具表...
2023-10-16 查看(936)
-
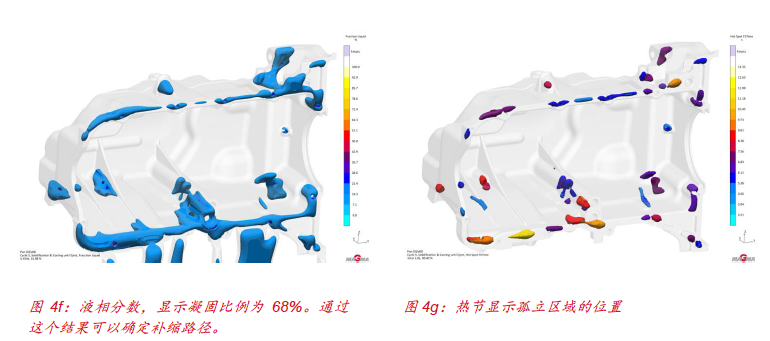
- 成型优化 高压压铸缩孔缩松缺陷优化
- 缩孔具有不规则形状的粗糙表面,并伴有树枝状晶体的缺陷(图4a和4b)。缩孔是凝固过程中金属液体积收缩的结果,当凝固金属液的收缩体积区域不能被补缩时,则会产生缩孔。¬ 宏观缩孔较大,位于铸件内孤立的热节区域,通常用肉眼可以观察到(图4e)¬ 当液态金属不能充分补缩至枝晶间区域时,会在温度梯度较小区域形...
2023-10-16 查看(732)
-
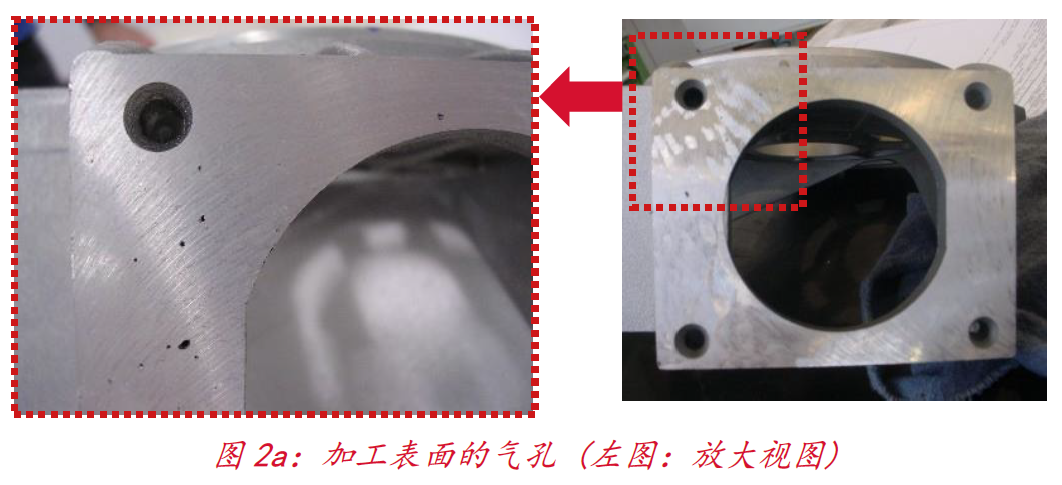
- 成型优化 高压压铸中气孔缺陷优化
- 孔是与气体相关的缺陷,它是气体卷入到液态金属液中的模拟结果。气孔看起来像一系列圆形和扁平椭圆形状的气泡,其内表面看起来相对光滑,有一层氧化层。通常气孔分散出现在加工表面下(图2a)。气孔是高压压铸工艺中最常见的与气体有关的缺陷。在填充过程中,在压室、浇道或型腔内都有可能形成卷气。气孔缺陷通常会与缩孔...
2023-10-16 查看(555)
-
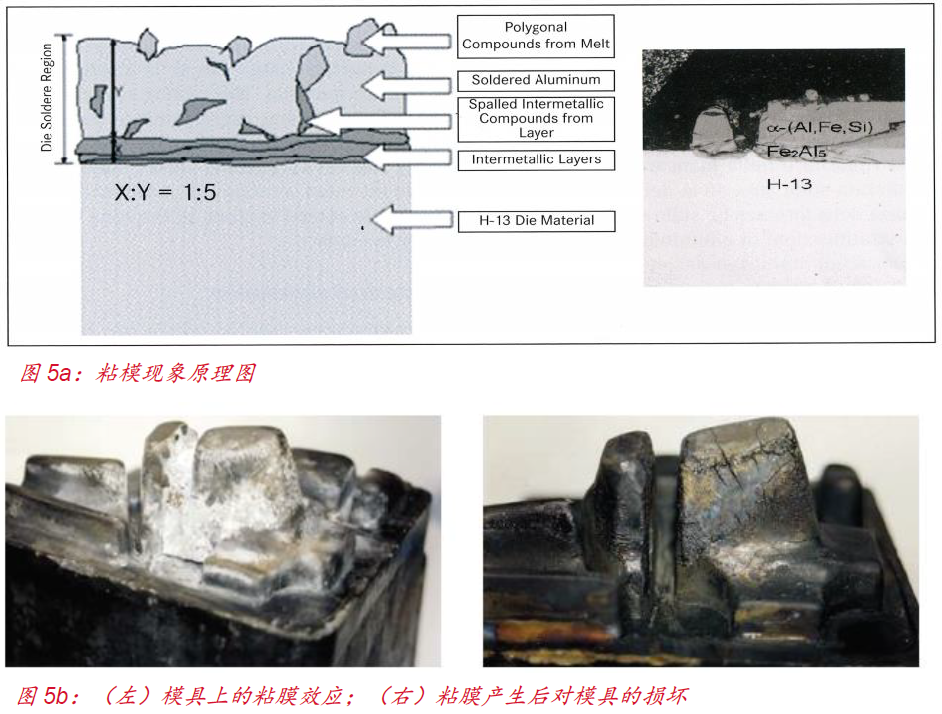
- 成型优化 高压压铸粘模缺陷优化
- 描述:粘模是当合金/模具相互作用时产生的缺陷。当铸造合金与模具钢结合时,形成金属间相,并成为模具钢表面的一部分时,这被定义为粘模缺陷。铝粘附在金属间相上(图5a)。当钢模具处于较高温度时,该影响会加剧。由于模具表面的堆积形成粘模区域,带来铸件的表面缺陷。可能造成粘模的原因:¬ 型腔设计——存在深咬边...
2023-10-16 查看(732)
-
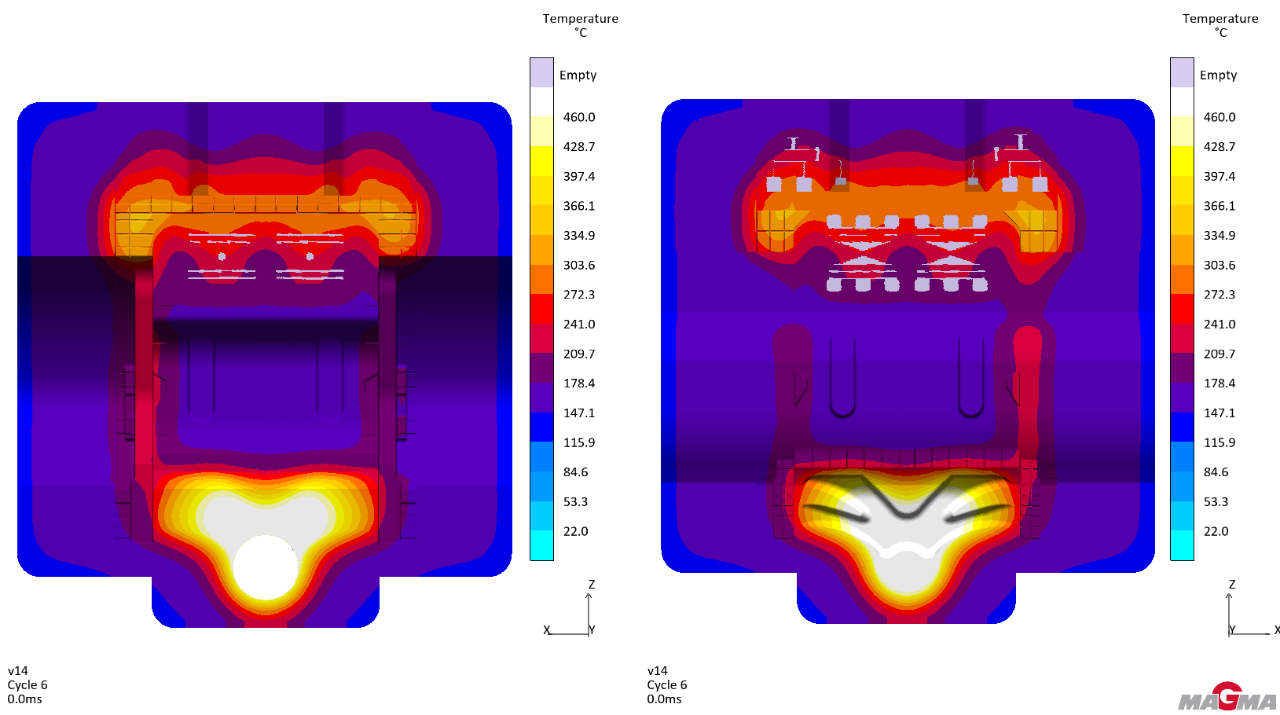
- 成型优化 【高压案例】压铸结构件的模具温度控制
- 摘要:区别于传统压铸件,大型一体压铸结构件关注的重点由原来的气孔,缩孔转换到现在的成型分析,应力分析,产品结构设计和模具温度与生产节拍的控制。在这些关注点中,模具温度的分析和控制是非常重要的环节。所以,本文将对大型一体压铸结构件生产过程中模具温度的变化状态及应力分析进行深入详细的分析和阐述。关键词:...
2023-10-16 查看(968)
- 在线咨询
- 186 6240 7041
-

微信二维码
-
移动版官网